Next generation niobium-bearing reinforcing bar steels for construction of resilient buildings and infrastructure
3 May 2021
.jpg)
Paper written by Steven G. Jansto Ph.D., Principal Partner at Research and Development Resources and a CBMM Technical Consultant working on behalf of CBMM North America, Inc. Copyright © CBMM.
This article was first published on www.niobium.tech and later the April 2021 edition of the T.I.C. Bulletin, our quarterly journal, with the kind permission of CBMM.
Executive summary
Weldable and non-weldable reinforcing steel bars are among the most important steel products applied in civil construction. The available strength level of niobium (Nb)-bearing rebar has been increased with the 345, 390 and 490 MPa family of grades in addition to positive developments in the 600 MPa series. Traditionally, higher strength grades were produced with vanadium and/or various controlled cooling processes. However, recent mechanical property and microstructural heterogeneity issues have led to increased global production of Nb-containing reinforcement bar products of all diameters. The combination of clean steelmaking practices at the melt shop with selective furnace heating practices, as well as controlled cooling practices at the rolling mill, are major operational focus areas.
Production practices relating to lower carbon equivalent construction-type, earthquake and fire-resistant steel rebars from the melting stage through the crack-free continuous casting of the billets and extending through hot rolling and strategic cooling steps are critical. Specifically, the practices maximize the effectiveness of Nb when manufacturing high quality, high strength reinforcing bar grades.
The step-change trend in rebar production is the design of cost-effective lower carbon, lower residual contents (including sulphur and phosphorous), reduced nitrogen, lower manganese and more homogeneous microstructure replacing traditional mixed care/shell rebar. Adaptation of these product characteristics can be cross-applied into lower strength non-earthquake/fire-resistant rebar, thereby reducing operational cost per ton and improving product quality for the end user in addition to reducing scrap rates during construction.
Key takeaways:
- Building and infrastructure design has been undergoing a transformative period fuelled by heightened awareness of seismic activity, extreme weather events, and blast and fire episodes. In addition to occupant and user safety, the enormous financial risks to governments and insurers are driving demand for better performing concrete reinforcement for new resilient building construction and retrofits of existing structures.
- Rebar and long product producers are uniquely positioned to develop new product grades featuring exceptional properties by implementing the successful microalloy process strategies popular today in other markets, notably high strength and high toughness automotive, pipeline and critical structural applications that include beams, forging quality bars, ship plate and pressure vessels.
- Attaining high strength and toughness for next generation rebar applications requires clean steel practices that significantly reduce sulphur and phosphorous, and control residual levels. A two-step strategy involving niobium (Nb) is recommended.
- A growing trend in rebar production is a design comprised of cost-effective lower carbon, lower residual contents that include sulphur and phosphorous, reduced nitrogen, Nb-containing lower manganese chemistries and a more homogeneous microstructure that replaces traditional mixed core/shell rebar.
- Minimizing strain gradients are an effective approach to reducing the cooling rate during hot roll processing. This process lowers the risk of sub-surface cracking, especially under fatigue and bending states that can occur in the highly mixed microstructure between the shell and core zone.
- The material properties and value add of next generation Nb-bearing reinforcing bars enhance the competitive advantage of steel products as a more suitable solution for design builds that must factor seismic, extreme-weather and fire resistance in concrete reinforcement.
Introduction
The compelling need for the development of even higher quality rebar for seismic applications is driven by catastrophic earthquakes that have occurred in several countries including Haiti, Mexico, Peru and China combined with the climatic impact of hurricanes and tornadoes in the United States. Rebar research projects are being conducted worldwide. The focus continues to be on developing a family of Nb-containing reinforcing bar, including S500 and S600 grades with superior toughness, fatigue resistance and less yield-to-tensile variation. A successful high-quality production of these higher strength-elongation steel grades, regardless of the microalloy addition type, requires changes in melting and hot rolling practices. Such production leads to the consistent manufacturing of these value-added S500 and S600 reinforcing bar grades for earthquake, hurricane and typhoon resistant applications. Rebar and long product producers should consider implementing the successful process strategies being used today in high strength and high toughness automotive, pipeline and other critical structural applications such as beams, forging quality bars, ship plate and pressure vessels. Cross-application of these grade designs, process metallurgy steelmaking and hot rolling practices are extremely valuable, especially when involving the manufacture of high quality, high strength seismic and fire-resistant rebar. Additionally, several of these cost-effective improvements in chemistry, melting, casting and hot rolling can be incorporated into rebar production for grades as low as S235.
Global rebar user market and product demands from steel producers
The market trend for an improved reinforcing bar in seismic grades and hurricane/typhoon regions is driving the development of new product grades featuring exceptional properties not available in currently manufactured reinforcing bars. Next generation Nb-bearing rebars are focused on properties with the following characteristics: (1) improved energy absorption at both ambient and extremely low temperature; (2) higher yield strengths for reduced cross sections; (3) higher elongations; (4) better weldability to reduce construction time; (5) improved heat-affected zone (HAZ) toughness; (6) better corrosion resistance; (7) improved elevated temperature properties; (8) improved seismic performance; (9) and better fatigue resistance. Those involved in the supply chain are demanding these property improvements for both weldable and non-weldable reinforcing bars. Successful steelmaking production of value-added seismic rebar requires application of several melt shop and rolling mill practices that in some cases resemble melt shop procedures associated with producing value-added automotive, pipeline and structural grades. Tighter process control during the melting, casting, billet heating and rolling is necessary to meet the demanding properties required for seismic-prone environments, including reduced carbon, sulphur, phosphorous, nitrogen and residual levels (i.e. Cu, Bi, Pb, Sb, As, Sn). In the past, these practices were often considered unnecessary within the long product production sector of the global steel industry. Adaptation of these more disciplined melt shop and reheat furnace practices already transcend weldable rebar production for nonseismic weldable reinforcement bars in some countries. However, future generation rebar products will demand changes in operational practices to accommodate customer requests. Otherwise, substitute rebar construction materials will be used.
The threat of substitute rebar materials and the steel solution
Steel substitution has become commonplace over the past several decades. For example, an alternate rebar material substitution for steel could offer several options from the past, including: (1) resembling the impact of Al on steel container displacement; (2) numerous steel tubular products – among them conduit and pipe – replaced by plastic materials; (3) composite graphite power transmission components; (4) and simple high strength reinforced plastic and timber sections and shapes. Steel producers need a strategy to combat these alternative material threats. Different control strategies are required for the production of high-quality construction steel rebar to further improve quality performance consistency and homogeneity from heat-to-heat. This step-change improvement creates a formidable obstacle to the threat of using substitute alternative rebar materials. A specific strategic approach taken by some producers may include lower residual element levels, scrap segregation, lower sulphur and phosphorous levels, adopting a low carbon approach, control of nitrogen levels at the basic oxygen furnace (BOF) or electric arc furnace (EAF), and improved steel cleanliness at the tundish during billet casting. The new approach involves chemical elemental levels at significantly lower concentrations for C, N, S and P than identified in the ASTM A706 specification. Carbon reduction can be executed in two stages, especially if a producer is currently near the 0.30% C level. N levels should be held to a maximum, but N is not part of the specification. Sulphur and phosphorous levels, in addition to the residual elements, can adversely affect fatigue, fracture toughness and ductility properties.

Table 1. Strategic world-class rebar approach (*Shown by heat analysis in ASTM A706-16)
Next generation design criteria
Future changes will transition differently throughout the global rebar producing sector depending on a given rebar producer’s objectives, mill capabilities, cost structure and overall commitment to external quality. Three criteria represent the cornerstones for these initial rebar changes. They are: (1) reduced carbon for improved ductility and toughness; (2) control of steel impurities through reduced sulphur, phosphorous and residuals; (3) and homogeneous microstructure with only 10HV hardness variation from the rebar surface through the cross-section, leading to grain size uniformity (with Nb) and improved mechanical property consistency throughout the heat. Integration of the process metallurgy with the rebar product metallurgy is essential during both the melting and hot rolling processes. [1]
Effect of carbon
The importance of carbon and its effect on ductility is well known among steel rebar producers. However, no consideration has been given to the indigenous effect of carbon on the impact toughness parameter for most rebar products since the impact strength typically is not part of the specification. Nevertheless, impact strength through the thickness of a given product, even rebar, reveals an incredible amount of information concerning the product metallurgy of the bar. Figure 1 illustrates the relative differences in each steel as a function of carbon. Note the maximum allowable C content as shown by the heat analysis relating to ASTM A706 rebar for high strength, including earthquake-resistant applications, is set at 0.30% C. Many producers of Grade 60, Grade 80 and Grade 100 rebar judiciously reduce the carbon content to a desired amount, but the levels are quite diverse and often not publicly reported. The maximum allowable residual phosphorous is 0.035%. Sulphur is 0.045%. Deterioration in toughness (energy absorption of a given carbon steel grade) is significantly affected by increasing carbon levels. A challenge concerning rebar specifications is identifying the maximum allowable carbon content. For example, if a producer reduces the carbon content from 0.30% C to 0.20% C, the reduction results in a 33 percent improvement in energy absorption from 25J at 0oC to 140J, nearly a six-fold improvement. Another 25 percent energy absorption improvement results if the carbon is lowered to 0.11%.
Control of steel internal cleanliness
Due to the competitive nature of the rebar market, the operational cost of reducing residual levels often is considered excessive. Yet, if one considers the total activity-based production cost, manufacturing steels are not as costly as commonly believed. The key is to measure the total activity-based cost of steelmaking throughout the entire process, including the customer’s external cost to attain quality. [2] The example below provides a simple comparison of toughness improvement through a reduction in sulphur levels. Low sulphur and low phosphorous combined with strict nitrogen control significantly increase the probability of consistently producing high quality structural steels that exhibit superior fracture toughness and impact strength. Low sulphur and low phosphorous steels improve both the castability and toughness of the steel, thereby minimizing billet, beam and slab cracking. Improvements in the rollability of the steel by reducing thermal resistance to deformation during rolling also can be achieved. Currently, there are extremely limited clean steelmaking practices applied to the production of high strength rebar throughout the world. As presented earlier, cross-application of process metallurgy practices applied to other products, such as pipelines, beams and ship plates to name a few, can be applied to seismic rebar production.

Figure 1. Impact toughness at temperature for various carbon grades [3]

Figure 2. Sulphur effect on Charpy V toughness in transverse direction Grade 50 plate [4]
Figure 2 illustrates the toughness of S355 for construction plate applications at decreased sulphur levels. Note that for each 50 percent reduction in sulphur, Charpy impact strengths are improved at least three to four times. Beyond accommodating the customer’s need for improved toughness, the strategy for achieving a lower sulphur level also is aimed at meeting the internal operational need to reduce mill loads. The benefits derived from finishing at low temperatures are well established. Again, some mills are unable to perform rolling at these temperatures due to load constraints placed on the mechanical drives and motors.
Homogeneous microstructure achieved through air cooling
The cooling scheme achieved through application of different water-cooling processes was developed several decades ago and has provided excellent performance over the years in meeting end-user needs. The TempcoreR process is applied to reinforcing bars as a way of increasing yield strength. It is a direct quench after hot rolling. [5, 6] However, there are tradeoffs today in attempting to meet new end-user demands by incorporating the TempcoreR process for certain applications. Based on current demand for more consistent rebar from heat-to-heat, better ductility/bendability at increased yield strength and improved fatigue performance, it is recommended producers consider an alternative rebar processing approach. The goal is to obtain a homogeneous microstructure from the shell to the core of the rebar. Water-cooled non-Nb and air-cooled Nb-rebar comparisons are made relating to their chemistry (Table 1), mechanical property data (Table 2), and microstructure (Figure 3). Stress and strain curves, including the derivation of the strain energy, are especially important. The fundamental relationship between a more uniform homogeneous microstructure and consistent mechanical properties is well established. The mixed or heterogeneous microstructure, such as exhibited in Figure 3, is expected to result in great variability. In addition, the interface between the shell and core zone is a highly mixed microstructure and susceptible to sub-surface cracking, especially under fatigue and bending states. This mechanism has been proven in other metallurgical research showing that a sub-surface mixed microstructure is the root cause of cracks that develop under bending conditions. [8] The comparison illustrates that the Nb air-cooled rebar exhibits four key characteristics compared to the traditional water-cooled tempered martensite shell-bainite core mixed heterogeneous microstructure. They are: (1) 30 percent increase in elongation; (2) 14 percent increase in tensile/yield ratio; (3) 39.7 percent higher strain energy (i.e., energy absorption); (4) and more homogeneous microstructure. This next generation rebar metallurgical approach is summarized in Figure 4.
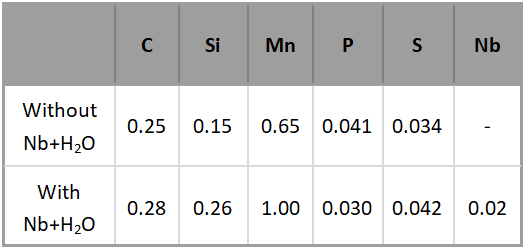
Table 2. Conventional water-cooled rebar and Nb-air-cooled rebar chemistry

Table 3. Conventional water-cooled rebar and Nb-air-cooled rebar chemistry

Figure 3. Water-cooled and air-cooled rebar comparison [7]
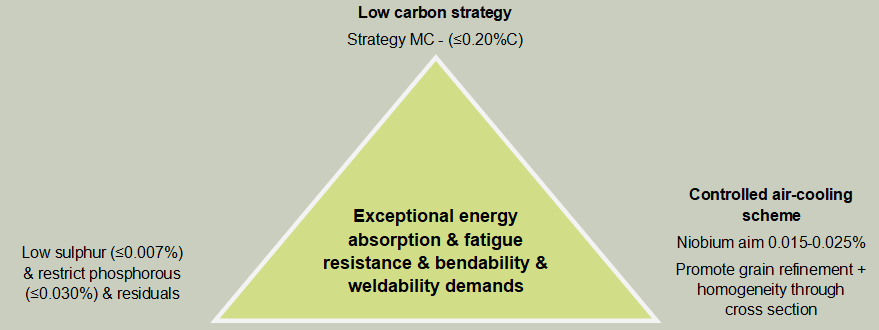
Figure 4: Next generation reinforcing bar process/product metallurgy priorities
Evolving Nb-bearing reinforcing bar for earthquake and fire-resistant applications [9]
Building on the next generation reinforcing bar, the compelling need to develop higher performance steels for seismic and fire-resistant steel applications is driven by recent catastrophic events, namely earthquakes and tsunamis. Current research and development projects throughout the world are focused on developing a family of niobium/molybdenum-bearing S500 and S600 grades of bar, beams and plates that possess superior toughness, fatigue resistance, fire resistance, seismic resistance, reduced yield to tensile ratio variation within a heat of steel, and overall superior performance. The engineered nucleation and controlled growth of complex nano co-precipitation containing Nb and Mo contribute significantly to a mechanism that results in enhanced performance under seismic and/or environmental conditions. Successful high-quality production of these Nb-Mo steels with higher strength elongation steel behavior may require slight process metallurgy adjustments to melting and hot rolling practices. The adjustments are made to consistently manufacture and initiate the optimal precipitate size, distribution and volume fraction of Nb, Mo (C, N) in these value-added earthquake/fire-resistant grades. Producers of rebar, long product and plate that plan to supply these applications should incorporate the successful processing metallurgy strategies and operating procedures being used today for advanced high strength and high toughness automotive, pipeline and critical structural applications. Among those applications are fracture-critical beams, forging quality bars, ship plate and pressure vessels.
Conclusion
Attaining high strength and toughness for next generation rebar applications requires clean steel practices to control sulphur levels at less than 0.007%, phosphorous at less than 0.030%, as well as to control residual levels and reduce the maximum carbon level to 0.20% C. Today’s rebar and long product producers should consider introducing these steps to realize high strength and toughness achieved in many automotive, pipeline and other critical structural applications. This integration of product and process metallurgy can transform the rebar industry, specifically obtaining high quality, high strength Nb-bearing reinforcing bar steels designed to meet the demands for resilient buildings and infrastructure well into the future.
References
- Jansto, S. G. “The Integration of Process and Product Metallurgy in Niobium Bearing Steels.” Metals Vol.8, No. 9 (August 2018): p. 671. https://www.mdpi.com/2075-4701/8/9/671
- Jansto, S. G. “Cost Effective Microalloy Structural Steel Balance of Process Metallurgy and Materials Engineering.” Proceedings of The Material Science & Technology (MS&T) Meeting & Exhibition. Pittsburgh, Pennsylvania, USA. October 5-9, 2008.
- Jansto, S. G. “New Generation Microalloyed Structural Steels for Future Infrastructure Demands.” Presentation at the Notre Dame University, Chapter, American Society for Metals. South Bend, Indiana, USA. October 23, 2017.
- Donnay, B. and Grober, H. “Niobium in High Strength Weldable Beams and Other Structurals.” Proceedings of the International Symposium on Niobium Science and Technology. Orlando, Florida, USA. pp. 778-800. December 2-5, 2001.
- Economopoules, M., et. al. “Application of Tempcore Process to the Fabrication of High Yield Strength Concrete Reinforcing Bars.” CRM Vol. 45 (December 1975): p.1.
- Killmore, C.R., Barrett, J.F. and Williams, J.G. “Mechanical Properties of High Strength Reinforcing Bar Steels Accelerated Cooled by “TEMPCORE” Process.” Proceedings of the Symposium on Accelerated Cooling of Steel. Pittsburgh, Pennsylvania, USA. pp. 541-558. August 19-21, 1985.
- Jansto, S.G. “Niobium-Bearing Steel Technological Developments for Long Products and Forgings.” Presentation at the International Conference on Advanced Metallurgy of Long and Forged Products. Vail, Colorado, USA. July 12-15, 2015.
- Jansto, S.G. “Hot Ductility Behavior during the Continuous Casting of Niobium Bearing Steels.” (Doctoral dissertation) Illinois Institute of Technology, Materials Science & Engineering Department, Chicago, Illinois, USA, December 21, 2013.
- Jansto, S.G. “Seismic and Fire Resistant Niobium-Molybdenum-Bearing Long and Plate Products.” Proceedings of the 1st Taiwan Symposium on Fundamentals and Applications of Mo & Nb Alloying in High Performance Steels. Taipei, Taiwan. November 7-8, 2011.




